
Absztrakt
 A tésztamargarinnak képlékenynek és szilárdnak kell lennie. A tésztamargarin előállításának technikai folyamata nagyon egyszerűen megszervezhető csőhűtővel (cső alakú kapart felületű hőcserélővel). Az olaj mélyfeldolgozása során a hűtés jelentős hatással van a tésztamargarin kristályosodására. A különböző margarinok eltérő feldolgozási és temperálási feltételeket igényelnek.
A tésztamargarinnak képlékenynek és szilárdnak kell lennie. A tésztamargarin előállításának technikai folyamata nagyon egyszerűen megszervezhető csőhűtővel (cső alakú kapart felületű hőcserélővel). Az olaj mélyfeldolgozása során a hűtés jelentős hatással van a tésztamargarin kristályosodására. A különböző margarinok eltérő feldolgozási és temperálási feltételeket igényelnek.
Kulcsszavak: cukrászati margarin; hűtődob; csőhűtő, kapart felületű hőcserélő, margaringyártás.
A csőszerű hűtő műszaki bevezetése
Bár a leveles margarintermékeket már évek óta gyártják, az emberek azóta is próbálják kitalálni a legjobb eljárási feltételeket, főként a különböző termékformulák kristályosítására különböző feldolgozási körülmények között. A kaparós hőcserélő vagy csöves edzőgép feltalálása előtt minden margarinterméket dobos edző- és dagasztógépekkel állítottak elő. Mivel a csöves edzőgépnek számos előnye van más feldolgozógépekhez képest, most a margaringyártók a leveles tészta margarin előállítását alkalmazzák. Ez a cikk a csöves edzőgépről a leveles tészta margarin előállításához bemutatja a csőves edzőgépet.
A leveles margarin fő tulajdonságai a képlékenysége és a stabilitása. Amikor a margarint ismételten hajtogatják és nyújtják, a rétegeknek épnek kell maradniuk a tésztában, ezért a képlékenység fontos; A stabilitás szintén fontos. Ha a margarin nem elég szilárd ahhoz, hogy megpuhuljon vagy olajáteresztővé váljon, és beszívódik a tésztába, a tésztarétegek közötti olajréteg jelentősen csökken.
A forgódobos oltógép szerkezete viszonylag egyszerű, a gyártás során csak néhány paraméter beállítására van szükség, így ropogós margarintermékeket lehet előállítani. A dobos oltógéppel előállított leveles tészta margarin jó képlékenységgel rendelkezik, nem könnyen hatol be az olajba, és széles hőmérsékleti tartományban is nagyon stabil. A csöves oltógép teljesítménye nagyobb, mint a dobos oltógépé, ami főként a következőkben tükröződik:
(1) A lezárt csőfeldolgozási termékekben a jó tömítés és az egészségügyi feltételek is sokat javulnak;
(2) A nagynyomású működés megvalósítása, ami különösen fontos a ropogós margarin előállításánál;
(3) Jó rugalmasság, rugalmasan változtathatja a sebességet, a nyomást, a fagyasztási szilárdságot és egyéb feldolgozási feltételeket.
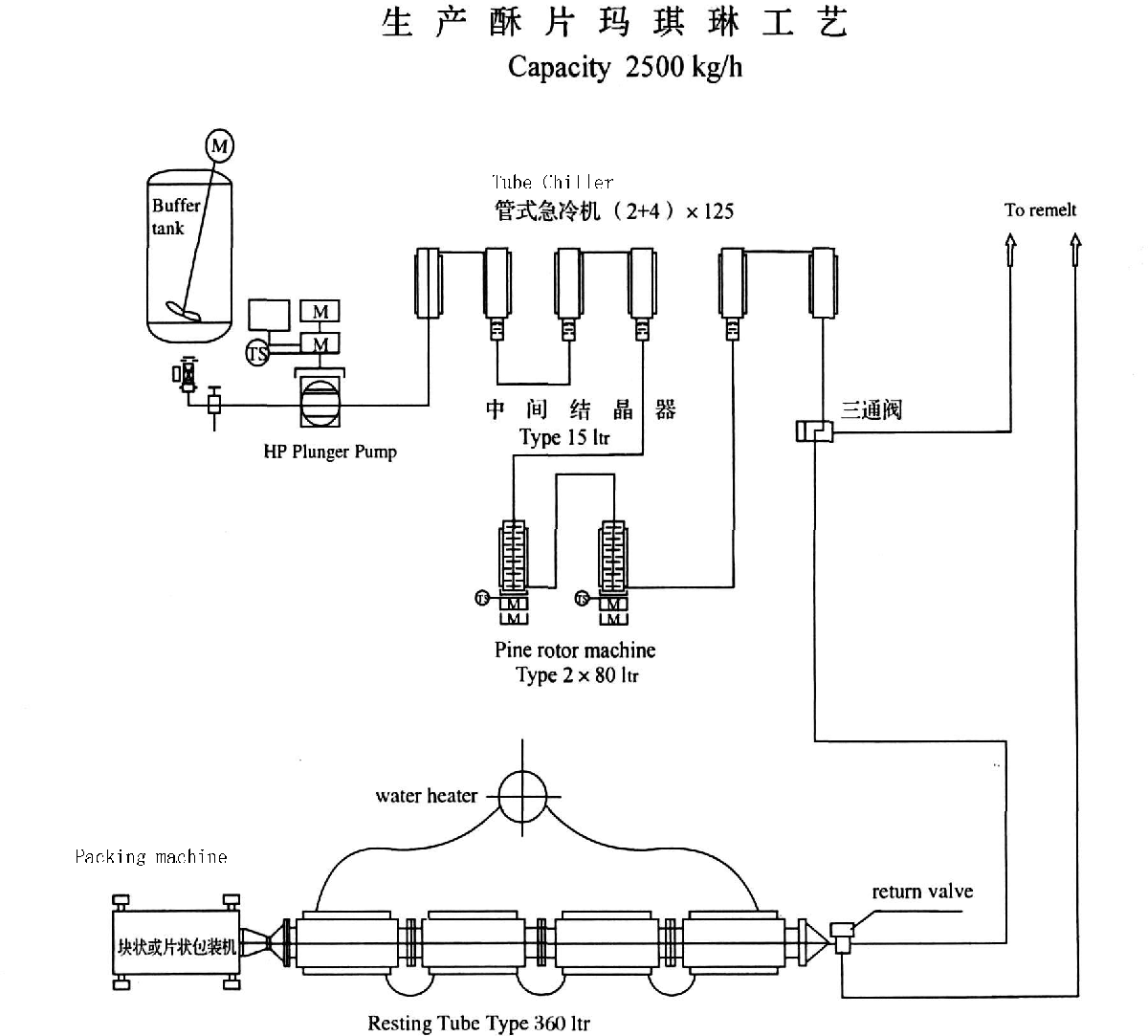
A leveles tészta margarin csőhűtő géppel történő előállításának reprezentatív folyamata a következő:
Nagynyomású dugattyús szivattyú ※ Nagynyomású csöves kapart felületű hőcserélő (A egység) ※ Köztes kristályosító készlet ※ Keverőfenyő rotoros gép (B egység) ※ Nagy kapacitású pihenőcső ※ Szelet-/tömbtömítés.
A köztes kristályosító funkciója megegyezik a keverő-dagasztógép funkciójával. A feldolgozógép hűtőcsövén található, és a feldolgozógép vágótengelye forgatja.
A csőhűtő géppel történő leveles tészta margarin előállításához célszerű a termék feldolgozási áramlását beállítani. A folyamat beállításának célja a hűtőcső-csoport (A egység) és a dagasztóegység (B egység) közötti összekötő cső csatlakozási módjának megváltoztatásával érhető el, ami könnyebben kezelhető. Például a keverő-dagasztóegység (B egység) elhelyezhető az A egység hűtőcsövének közepére, az A 1 ※A 2 ※B1 ※B2 ※A 3 ※A 4 áramlását követve, vagy átváltható az A 1 ※A 2 ※A 3 ※A 4 ※B1 ※B2 áramlására. A feldolgozási folyamat egyszerű megváltoztatásával javítható a termékminőség. A fenti eljárásban a B egységnek az A egység hűtőcsövének közepére helyezése különösen alkalmas a pálmaolaj alapú növényi olajkészítményekhez, amit a gyártási gyakorlatban már sokszor bizonyítottak. És amikor a termék fő alapanyaga szarvasmarha, jobb eredményeket lehet elérni, ha a B egységet az A egység után helyezik el.
A dagasztókapacitást a termék összetétele határozza meg, például viszonylag nagy dagasztókapacitást kell használni a lassan kristályosodó olajkészítményekhez. A gyors hűtésű csőgyártási folyamatban a dagasztóhatás a közbenső csoport kapacitásának és a kristályosító, valamint a dagasztóegység (B) kapacitásának összege, tehát a termék összetételének változásakor a dagasztófolyamat kapacitását módosítani kell, akár a B egység kapacitásának növelésével vagy csökkentésével, akár a középső forma kapacitásának növelésével vagy csökkentésével, sőt, akár egyidejű hozzáadással és kivonással is, ami nagyon rugalmas.
Közzététel ideje: 2021. dec. 30.